Cambia lingua :
Cuscinetti a strisciamento - Installazione e tolleranze


Qual è la tolleranza del foro dell'alloggiamento?
I cuscinetti a strisciamento iglidur sono cuscinetti a piantaggio in sede ad interferenza che vengono pressati in un foro dell'alloggiamento con tolleranza H7. Per gli alberi si raccomanda una tolleranza di almeno h9. Il loro diametro interno viene prende le tolleranze a catalogo solo dopo il press-fit nel foro dell'alloggiamento H7. La maggiorazione dei diametri può arrivare fino al 2% dei diametri stessi. Ciò garantisce un piantaggio sicuro delle boccole ed evita spostamenti assiali e radiali nell'alloggiamento.
Il foro nell'alloggiamento deve essere realizzato con tolleranza H7 per tutti i cuscinetti ed essere il più liscio, uniforme e smussato possibile. Il montaggio viene effettuato con una pressa piana, poiché l'uso di perni di centraggio o di calibrazione può danneggiare il cuscinetto e causare un gioco maggiore.
Tolleranze ISO per cuscinetti a strisciamentoi iglidur [mm]
| Diametro d1 | Alloggiamento H7 | Albero h9 | E10 (tolleranze secondo ISO 3547-1) | E11 (tolleranze secondo ISO 3547-1) | F10 (tolleranze secondo ISO 3547-1) | D11 (tolleranze secondo ISO 3547-1) |
|---|---|---|---|---|---|---|
| fino a 3 | +0,000 +0,010 | -0,025 +0,000 | +0,014 +0,054 | +0,014 +0,074 | +0,006 +0,046 | +0,020 +0,080 |
| > 3 fino a 6 | +0,000 +0,012 | -0,030 +0,000 | +0,020 +0,068 | +0,020 +0,095 | +0,010 +0,058 | +0,030 +0,105 |
| > 6 fino a 10 | +0,000 +0,015 | -0,036 +0,000 | +0,025 +0,083 | +0,025 +0,115 | +0,013 +0,071 | +0,040 +0,130 |
| > 10 fino a 18 | +0,000 +0,018 | -0,043 +0,000 | +0,032 +0,102 | +0,032 +0,142 | +0,016 +0,086 | +0,050 +0,160 |
| > 18 fino a 30 | +0,000 +0,021 | -0,052 +0,000 | +0,040 +0,124 | +0,040 +0,170 | +0,020 +0,104 | +0,065 +0,195 |
| > 30 fino a 50 | +0,000 +0,025 | -0,062 +0,000 | +0,050 +0,150 | +0,050 +0,210 | +0,025 +0,125 | +0,080 +0,240 |
| da > 50 a 80 | +0,000 +0,030 | -0,074 +0,000 | +0,060 +0,180 | +0,060 +0,250 | +0,030 +0,150 | +0,100 +0,290 |
| da > 80 a 120 | +0,000 +0,035 | -0,087 +0,000 | +0,072 +0,212 | +0,072 +0,292 | +0,036 +0,176 | +0,120 +0,340 |
| > 120 fino a 180 | +0,000 +0,040 | -0,100 +0,000 | +0,085 +0,245 | +0,085 +0,335 | +0,043 +0,203 | +0,145 +0,395 |

Installazione dei cuscinetti in fibra composita igutex
I cuscinetti a strisciamento igutex possono essere installati utilizzando una pressa piana, una piastra piana o un perno di pressatura. Il perno di pressatura non deve avere spigoli vivi. Si consiglia di realizzare un sottosquadro in corrispondenza della flangia di raccordo per evitare danni. L'installazione con martello o colpi, è sconsigliata in quanto potrebbe danneggiare il cuscinetto a strisciamento in fibra composita.

Vari metodi di piantaggio
Idraulico o meccanico
Il metodo più comune è l'inserimento meccanico a pressione del cuscinetto a strisciamento mediante una pressa manuale. Per pressare il cuscinetto a strisciamento nel foro dell'alloggiamento, si utilizza un punzone piatto. Non si deve utilizzare un perno di centraggio o di calibrazione, poiché potrebbe causare cricche lungo la linea di saldatura e un maggiore gioco del cuscinetto.
Senza pressa
Se non è disponibile una pressa o le circostanze non ne consentono l'uso, il cuscinetto a strisciamento può essere assemblato con cura con un martello di gomma. Un pezzo di legno piano tra il cuscinetto a strisciamento e il legno può aiutare a proteggere il cuscinetto da eventuali danni.
Assemblaggio automatizzato
Nell'implementazione di un assemblaggio (parzialmente) automatizzato, la corretta alimentazione e il corretto posizionamento dei componenti sono particolarmente importanti. Può essere opportuno ottimizzare la geometria dei componenti per il processo. Con i cuscinetti a strisciamento in plastica, non ci sono praticamente limiti alla progettazione. Geometrie con diametri conici, scanalature o dispositivi antirotazione possono essere realizzate a costi contenuti.

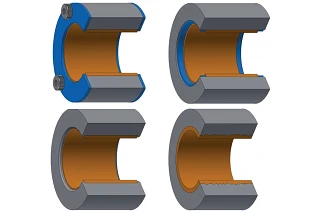
cuscinetto a strisciamento igutex dopo il restringimento
Raffreddamento
Il raffreddamento dei cuscinetti a strisciamento può contribuire a facilitarne il montaggio a pressione. Le boccole vengono raffreddate con azoto liquido, si restringono e risultano quindi più facili da montare. Prima del restringimento, i cuscinetti devono essere puliti a fondo e controllati per eventuali danni. Una volta riscaldati, il materiale si espande nuovamente e il cuscinetto si inserisce saldamente nel foro dell'alloggiamento.
Tolleranze consigliate
L'altezza di installazione e le tolleranze dei cuscinetti a strisciamento iglidur dipendono dal materiale e dallo spessore della parete. L'assorbimento di umidità e la dilatazione termica sono determinanti per il materiale. I cuscinetti a strisciamento con basso assorbimento di umidità possono essere installati con un gioco ridotto. Per lo spessore della parete vale quanto segue: maggiore è lo spessore del cuscinetto, maggiore deve essere il gioco.
Ciò si traduce in diverse classi di tolleranza per i cuscinetti a strisciamento iglidur. Con queste tolleranze, i cuscinetti a strisciamento iglidur possono essere utilizzati secondo le raccomandazioni di installazione nel rispettivo intervallo di temperatura consentito e con livelli di umidità fino al 70%. In caso di umidità più elevata o se i cuscinetti vengono utilizzati sott'acqua, sono preferibili materiali con basso assorbimento di umidità.
Ulteriori informazioni sono disponibili nel nostro white paper gratuito
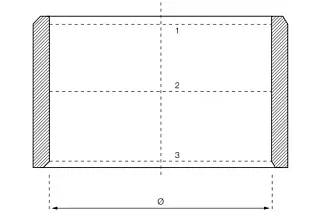
La posizione dei livelli di misura (1, 2, 3 = linee di misura)
Controllo della sede del cuscinetto
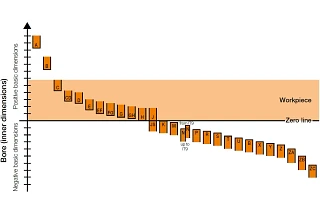
I cuscinetti a strisciamento iglidur sono cuscinetti a pressatura per alloggiamenti con foro in tolleranza H7. Da un lato, questo accoppiamento a piantaggio del cuscinetto ne assicura il fissaggio nell'alloggiamento e, dall'altro, ne determina il diametro interno. Il cuscinetto viene testato, installato nel foro di dimensioni minori, sia con un comparatore a quadrante che con un tampone calibrato.
- Una volta inserito nel foro, il lato corretto del tampone calibrato deve attraversare il cuscinetto senza problemi
- Con un alesametro da interni, è necessario assicurarsi che il diametro interno del cuscinetto rientri nella tolleranza specificata in media sui piani di misura (vedere il diagramma a lato)
Sede di paintaggio
I cuscinetti a strisciamento, in realtà, "migrano" fuori dal foro dell'alloggiamento se l'accoppiamento ad interferenza si perde. I cuscinetti a strisciamento sono spesso fissati tramite accoppiamento ad interferenza in un alloggiamento con tolleranza leggermente inferiore. Sotto tensione meccanica, il cuscinetto rimane saldamente nel foro. Se questa tensione meccanica si riduce a causa di alte temperature o di un superamento permanente del carico ammissibile, anche la forza di accoppiamento si riduce.
Naturalmente, può anche accadere che le tolleranze della sede di dell'alloggiamento non sia in tolleranza corretta e questo può comportare una perdita di tenuta in sede. Anche in questo caso, il cuscinetto non riesce ad accumulare una tensione sufficiente per creare un accoppiamento corretto. Il risultato è un'usura estrema del cuscinetto a strisciamento. La soluzione al problema è un accoppiamento ad interferenza del cuscinetto a strisciamento. Potete scoprire quali opzioni sono disponibili per il fissaggio assiale dei cuscinetti a strisciamento nella nostra scheda informativa alla voce "accoppiamento a pressione".
Incollaggio di cuscinetti a strisciamento
I cuscinetti a strisciamento vengono solitamente pressati o bloccati nel foro dell'alloggiamento. Questo garantisce che aderiscano saldamente al foro e non ruotino involontariamente. Ma cosa succede se ciò non è possibile a causa delle tolleranze di fabbricazione? O se il cuscinetto a strisciamento deve addirittura ruotare?
Anche se non fa parte del repertorio standard di molti cuscinetti a strisciamento, i cuscinetti in plastica possono anche scorrere sul diametro esterno. Ecco perché vengono utilizzati cuscinetti in plastica. Il cuscinetto viene posizionato su un bullone e dovrebbe quindi, insieme al bullone, ruotare in qualcosa o rotolare su qualcosa. L'incollaggio sembra essere una buona soluzione. Ma probabilmente esistono tanti adesivi quanti sono i materiali per cuscinetti. Qual è quello giusto?
Linee guida per la lavorazione
I cuscinetti a strisciamento iglidur vengono forniti pronti per il montaggio. L'ampia gamma di prodotti consente l'utilizzo di dimensioni standard nella maggior parte dei casi. Qualora fosse comunque necessaria una successiva lavorazione del cuscinetto a strisciamento, la tabella a lato riporta le linee guida per la lavorazione. Se possibile, tuttavia, si consiglia di evitare la successiva lavorazione delle superfici di scorrimento. In genere, ne consegue una maggiore abrasione. Un'eccezione è rappresentata ad esempio da iglidur M250, che è molto adatto alla successiva lavorazione. Per gli altri cuscinetti a strisciamento iglidur, gli svantaggi della successiva lavorazione delle superfici di scorrimento possono essere contrastati utilizzando una lubrificazione di montaggio.
| Elaborare | Rotante | Perforazione | Fresatura |
|---|---|---|---|
| Materiale utensile | Acciaio inox | Acciaio inox | Acciaio inox |
| Velocità di avanzamento [mm] | 0,1 ... 0,5 | 0,1 ... 0,5 | fino a 0,5 |
| Angolo di spoglia | 5 ... 15 | 10 ... 12 | |
| Angolo di serraggio | 0 ... 10 | 3 ... 5 | |
| Velocità di taglio [m/min] | 200 ... 500 | 50 ... 100 | fino a 1000 |
Consulenza
A tua disposizione per rispondere a dubbi e domande
igus® s.r.l.+39 039 59061Scrivimi!
Spedizioni e consulenza
Personale:
Dal lunedì al venerdì dalle 8:00 alle 18:00.
Sabato dalle 8:00 alle 12:00.
Online:
24h